
Šiuo metu daugelis pažangių elektroninių gaminių gamintojų šalyje ir užsienyje siūlo naują įrangos priežiūros koncepciją „sinchroninė priežiūra“, siekdami dar labiau sumažinti priežiūros poveikį gamybos efektyvumui.Tai yra, kai reflow krosnelė dirba visu pajėgumu, automatinė įrangos priežiūros perjungimo sistema naudojama tam, kad reflow krosnelės priežiūra ir priežiūra būtų visiškai sinchronizuojama su gamyba.Ši konstrukcija visiškai atsisako originalios „išjungimo priežiūros“ koncepcijos ir dar labiau pagerina visos SMT linijos gamybos efektyvumą.
Reikalavimai proceso įgyvendinimui:
Aukštos kokybės įranga gali duoti naudos tik profesionaliai naudojant.Šiuo metu daug problemų, su kuriomis susiduria dauguma gamintojų bešvinio litavimo gamybos procese, kilo ne tik dėl pačios įrangos, bet ir turi būti išspręstos atliekant koregavimus.
l Krosnies temperatūros kreivės nustatymas
Kadangi bešvinio litavimo proceso langas yra labai mažas, ir mes turime užtikrinti, kad visos litavimo jungtys būtų proceso lange vienu metu perpylimo srityje, todėl bešvinio litavimo kreivė dažnai nustato „plokštų viršų“ ( žr. 9 pav.).

9 pav. „Plokščias viršus“ krosnies temperatūros kreivės nustatyme
Jei originalių komponentų šiluminė talpa mažai skiriasi, bet yra jautresni šiluminiam smūgiui, labiau tinka naudoti „linijinę“ krosnies temperatūros kreivę.(Žr. 10 pav.)
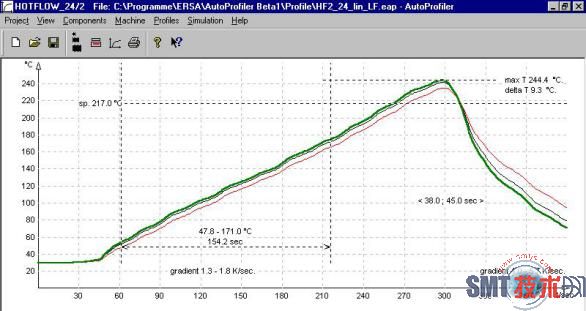
10 pav. „Tiesinė“ krosnies temperatūros kreivė
Krosnies temperatūros kreivės nustatymas ir reguliavimas priklauso nuo daugelio veiksnių, tokių kaip įranga, originalūs komponentai, litavimo pasta ir kt. Nustatymo būdas nėra tas pats, o patirtis turi būti kaupiama eksperimentuojant.
l Krosnies temperatūros kreivės modeliavimo programinė įranga
Taigi ar yra keletas metodų, kurie gali padėti mums greitai ir tiksliai nustatyti krosnies temperatūros kreivę?Galime apsvarstyti galimybę sukurti programinę įrangą krosnies temperatūros kreivės modeliavimo pagalba.
Įprastomis aplinkybėmis, kol programinei įrangai pasakysime plokštės būklę, pradinio įrenginio būklę, plokštės intervalą, grandinės greitį, temperatūros nustatymą ir įrangos pasirinkimą, programinė įranga imituos sukurtą krosnies temperatūros kreivę. tokiomis sąlygomis.Tai bus koreguojama neprisijungus, kol bus gauta patenkinama krosnies temperatūros kreivė.Tai gali labai sutaupyti laiko, kurį proceso inžinieriai turi pakartotinai koreguoti kreivę, o tai ypač svarbu gamintojams, turintiems daug veislių ir mažų partijų.
Reflow litavimo technologijos ateitis
Mobiliųjų telefonų gaminiams ir kariniams gaminiams taikomi skirtingi reikalavimai litavimui su perpylimu, o plokščių gamybai ir puslaidininkių gamybai keliami skirtingi reikalavimai pakartotiniam litavimui.Smulkios ir didelės apimties gamyba ėmė pamažu mažėti, kasdien ėmė ryškėti skirtingų gaminių įrangos reikalavimų skirtumai.Skirtumas tarp litavimo su srautu ateityje atsispindės ne tik temperatūros zonų skaičiuje ir azoto pasirinkime, o litavimo su srautu rinka ir toliau bus skaidoma, o tai yra numatoma litavimo reflow technologijos plėtros kryptis ateityje.
Paskelbimo laikas: 2020-08-14