
Norint valdyti vėjo greitį ir oro kiekį, reikia atkreipti dėmesį į du dalykus:
- Ventiliatoriaus greitis turi būti reguliuojamas keičiant dažnį, kad būtų sumažinta įtampos svyravimų įtaka jam;
- Sumažinkite įrangos išmetamo oro kiekį, nes centrinė išmetamo oro apkrova dažnai būna nestabili, o tai lengvai paveikia karšto oro srautą krosnyje.
- Įrangos stabilumas
Iš karto gavome optimalų krosnies temperatūros kreivės nustatymą, tačiau norint jį pasiekti, būtinas įrangos stabilumas, pakartojamumas ir nuoseklumas.Ypač bešvinės gamybos atveju, jei krosnies temperatūros kreivė šiek tiek nukrypsta dėl įrangos priežasčių, nesunku iššokti iš proceso lango ir sukelti šalto litavimo arba sugadinti originalų įrenginį.Todėl vis daugiau gamintojų pradeda teikti įrangos stabilumo bandymo reikalavimus.
l Azoto naudojimas
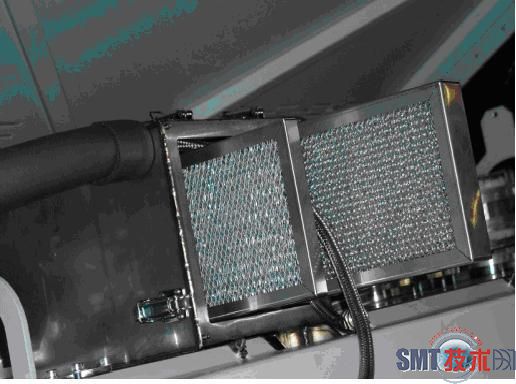
Atėjus bešvinei erai, karšta diskusijų tema tapo tai, ar litavimas pripildomas azotu.Dėl bešvinių lydmetalių sklandumo, litavimo ir drėkinimo jie nėra tokie geri kaip švino lydmetaliai, ypač kai plokštės trinkelės naudoja OSP procesą (organinės apsauginės plėvelės pliko vario plokštė), trinkelės lengvai oksiduojasi, dažnai susidaro litavimo jungtys Drėkinimo kampas yra per didelis, o trinkelė yra veikiama vario.Siekiant pagerinti litavimo jungčių kokybę, litavimo metu kartais reikia naudoti azotą.Azotas yra inertinės apsauginės dujos, kurios litavimo metu gali apsaugoti plokštės trinkeles nuo oksidacijos ir žymiai pagerinti bešvinių lydmetalių litavimą (5 pav.).

5 pav. Metalinio skydo suvirinimas azoto pripildytoje aplinkoje
Nors daugelis elektronikos gaminių gamintojų laikinai nenaudoja azoto dėl eksploatacinių išlaidų, nuolat gerinant bešvinio litavimo kokybės reikalavimus, azoto naudojimas taps vis dažnesnis.Todėl geresnis pasirinkimas yra tai, kad nors azotas šiuo metu nebūtinai naudojamas faktinėje gamyboje, geriau palikti įrangą su azoto užpildymo sąsaja, kad būtų užtikrinta, jog įranga ateityje atitiktų azoto užpildymo gamybos reikalavimus.
l Efektyvus aušinimo įrenginys ir srauto valdymo sistema
Bešvinės gamybos litavimo temperatūra yra žymiai aukštesnė nei švino, o tai kelia aukštesnius reikalavimus įrangos aušinimo funkcijai.Be to, valdomas greitesnis aušinimo greitis gali padaryti bešvinę litavimo jungties struktūrą kompaktiškesnę, o tai padeda pagerinti litavimo jungties mechaninį stiprumą.Ypač kai gaminame didelės šiluminės talpos plokštes, pvz., ryšių užpakalines plokštes, jei naudosime tik oro aušinimą, aušinimo metu plokštėms bus sunku patenkinti 3–5 laipsnių per sekundę aušinimo reikalavimus, o aušinimo nuolydis negali pasiekti Reikalavimas atlaisvins litavimo jungties struktūrą ir tiesiogiai paveiks litavimo jungties patikimumą.Todėl bešvinėje gamyboje labiau rekomenduojama apsvarstyti galimybę naudoti dvigubos cirkuliacijos vandens aušinimo įrenginius, o įrangos aušinimo nuolydis turi būti nustatytas pagal poreikį ir visiškai kontroliuojamas.
Bešvinėje litavimo pastoje dažnai yra daug srauto, o srauto likučiai lengvai kaupiasi krosnies viduje, o tai turi įtakos įrangos šilumos perdavimo charakteristikoms, o kartais net nukrenta ant krosnyje esančios plokštės ir sukelia taršą.Yra du būdai, kaip išleisti srauto likučius gamybos proceso metu;
(1) Ištraukiamas oras
Oro pašalinimas yra lengviausias būdas pašalinti srauto likučius.Tačiau ankstesniame straipsnyje minėjome, kad perteklinis išmetamas oras turės įtakos karšto oro srauto stabilumui krosnies ertmėje.Be to, padidinus išmetamo oro kiekį, tiesiogiai padidės energijos suvartojimas (įskaitant elektros energiją ir azotą).
(2) Daugiapakopė srauto valdymo sistema
Srauto valdymo sistemą paprastai sudaro filtravimo įtaisas ir kondensavimo įtaisas (6 ir 7 pav.).Filtravimo įtaisas efektyviai atskiria ir filtruoja srauto likutyje esančias kietąsias daleles, o aušinimo įrenginys kondensuoja dujinio srauto likučius į skystį šilumokaityje ir galiausiai surenka jį į surinkimo dėklą centralizuotam apdorojimui.
6 pav. Filtravimo įtaisas srauto valdymo sistemoje

7 pav. Kondensacijos įtaisas srauto valdymo sistemoje
Paskelbimo laikas: 2020-08-12