
Pagal ES RoHS direktyvą (Europos Parlamento ir Europos Sąjungos Tarybos direktyva dėl tam tikrų pavojingų medžiagų naudojimo elektros ir elektroninėje įrangoje apribojimo), direktyva reikalauja uždrausti ES rinkoje prekiauti elektroninėmis ir elektros įranga, kurioje yra šešių pavojingų medžiagų, tokių kaip švinas, kaip „žaliosios gamybos“ bešvinis procesas, kuris nuo 2006 m. liepos 1 d. tapo negrįžtama tendencija.
Praėjo daugiau nei dveji metai, kai nuo pasiruošimo etapo prasidėjo bešvinis procesas.Daugelis Kinijos elektronikos gaminių gamintojų turi sukaupę daug vertingos patirties aktyviai pereinant nuo bešvinio litavimo prie bešvinio litavimo.Dabar, kai procesas bešvinis tampa vis brandesnis, daugumos gamintojų darbo dėmesys pasikeitė nuo paprasčiausio galimybės įdiegti bešvinę gamybą į tai, kaip visapusiškai pagerinti bešvinio litavimo lygį įvairiais aspektais, pavyzdžiui, įranga. , medžiagas, kokybę, procesą ir energijos suvartojimą..
Litavimo be švino procesas yra svarbiausias dabartinės paviršiaus montavimo technologijos litavimo procesas.Jis buvo plačiai naudojamas daugelyje pramonės šakų, įskaitant mobiliuosius telefonus, kompiuterius, automobilių elektroniką, valdymo grandines ir ryšius.Vis daugiau ir daugiau elektroninių originalių prietaisų yra paverčiami iš skylių montuojamų į paviršių, o litavimo srautu pakeičiamas banginis litavimas yra akivaizdi litavimo pramonės tendencija.
Taigi kokį vaidmenį atliks pakartotinio litavimo įranga vis labiau bręstančiame bešviniame SMT procese?Pažvelkime į tai iš visos SMT paviršiaus montavimo linijos perspektyvos:
Visa SMT paviršiaus montavimo linija paprastai susideda iš trijų dalių: ekrano spausdintuvo, išdėstymo mašinos ir pakartotinio srauto krosnies.Dėjimo mašinoms, palyginti su bešvinėmis, pačiai įrangai nėra jokių naujų reikalavimų;Šilkografijos mašinai dėl nedidelio bešvinės ir švininės litavimo pastos fizinių savybių skirtumo keliami tam tikri tobulinimo reikalavimai pačiai įrangai, tačiau kokybinių pokyčių nėra;Bešvinio slėgio iššūkis yra būtent pakartotinio srauto krosnyje.
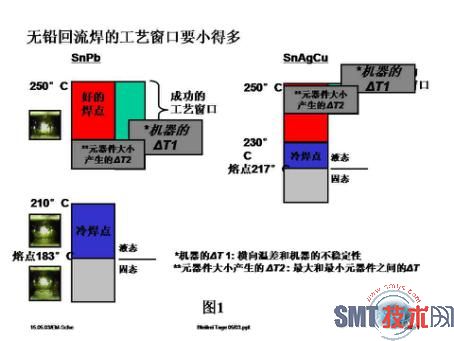
Kaip visi žinote, švino litavimo pastos (Sn63Pb37) lydymosi temperatūra yra 183 laipsniai.Jei norite suformuoti gerą litavimo jungtį, litavimo metu turite turėti 0,5–3,5 mm storio intermetalinių junginių.Intermetalinių junginių susidarymo temperatūra yra 10-15 laipsnių aukštesnė už lydymosi temperatūrą, kuri yra 195-200 litavimui su švinu.laipsnį.Didžiausia originalių elektroninių komponentų temperatūra plokštėje paprastai yra 240 laipsnių.Todėl litavimui su švinu idealus litavimo proceso langas yra 195-240 laipsnių.
Litavimas be švino labai pasikeitė litavimo procese, nes pasikeitė bešvinės litavimo pastos lydymosi temperatūra.Šiuo metu dažniausiai naudojama bešvinė litavimo pasta yra Sn96Ag0,5Cu3,5, kurios lydymosi temperatūra yra 217-221 laipsnis.Geras bešvinis litavimas taip pat turi sudaryti tarpmetalinius junginius, kurių storis 0,5-3,5 um.Intermetalinių junginių susidarymo temperatūra taip pat yra 10-15 laipsnių virš lydymosi temperatūros, kuri bešvinio litavimo atveju yra 230-235 laipsniai.Kadangi bešvinio litavimo elektroninių originalių prietaisų maksimali temperatūra nesikeičia, idealus litavimo proceso langas bešviniam litavimui yra 230-240 laipsnių.
Drastiškas proceso lango sumažinimas atnešė didelių iššūkių siekiant užtikrinti suvirinimo kokybę, taip pat iškėlė aukštesnius reikalavimus bešvinės litavimo įrangos stabilumui ir patikimumui.Dėl šoninio temperatūros skirtumo pačioje įrangoje ir originalių elektroninių komponentų šiluminės talpos skirtumo kaitinimo metu, litavimo temperatūros proceso lango diapazonas, kurį galima reguliuoti bešvinio litavimo proceso valdyme, tampa labai mažas. .Tai yra tikrasis bešvinio pakartotinio litavimo sunkumas.Konkretus bešvinio ir bešvinio pakartotinio litavimo proceso langų palyginimas parodytas 1 paveiksle.
Apibendrinant galima pasakyti, kad reflow krosnelė vaidina labai svarbų vaidmenį galutinio produkto kokybei viso proceso be švino požiūriu.Tačiau žvelgiant į investicijas į visą SMT gamybos liniją, investicijos į bešvines litavimo krosnis dažnai sudaro tik 10-25% visos SMT linijos investicijų.Štai kodėl daugelis elektronikos gamintojų, perėję prie bešvinės gamybos, savo originalias reflow orkaites iš karto pakeitė aukštesnės kokybės reflow orkaitėmis.
Paskelbimo laikas: 2020-08-10